Когда слышишь запрос ?Китай как закалить стекло?, первая мысль — люди ищут простой рецепт, волшебную температуру или конкретного поставщика. Но на деле это вопрос о подходе, о целой системе. Многие думают, что закалка — это просто нагрел и резко охладил, а потом смотришь на осколки. Реальность сложнее, и китайский опыт здесь — не про дешевизну, а про масштабируемую технологическую дисциплину. Сам через это проходил, видел, как коллеги теряли партии из-за мелочей вроде неправильной выдержки или неучета состава сырья. Давайте разбираться без глянца.
Здесь важно разделить два понятия. Есть базовый физический процесс — нагрев до температуры закалки (где-то 680–700°C для натрий-кальций-силикатного стекла) с последующим быстрым равномерным охлаждением воздушными дутьевыми системами. Это общемировая практика. А есть ?китайский подход? — это оптимизация этого процесса под массовое, часто сложное по геометрии производство, с жестким контролем себестоимости. В Китае не изобретали заново закаленное стекло, но довели логистику и адаптацию технологии для разных типов продукции, от мебельных фасадов до гигантских фасадных панелей.
Вспоминается случай на одном из заводов в провинции Шаньдун. Они делали стекло для душевых кабин сложной формы с вырезами. Проблема была в трещинах, возникающих именно возле резов после закалки. Стандартный протокол не помогал. Оказалось, дело в последовательности: сначала резали, потом закаливали, но кромку не обрабатывали должным образом, оставались микроскопические сколы — точки концентрации напряжения. Решение лежало не в печи, а на участке холодной обработки. Это типичный пример, когда вопрос ?как закалить? упирается в подготовку.
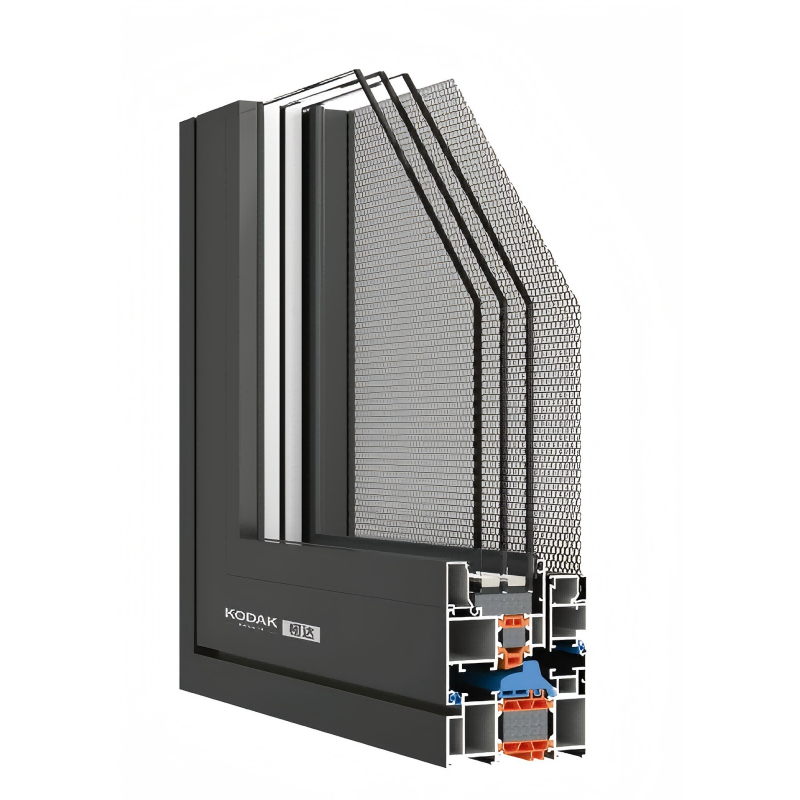
Именно поэтому компании вроде ООО Циндао Ида Стекло, которые работают как комплексные предприятия, имеют преимущество. Они контролируют цепочку от резки и обработки кромки до самой закалки и последующего ламинирования или сборки в стеклопакеты. Риски рассогласования технологий минимизированы. На их сайте yidaglass.ru видно, что они объединяют в одном корпусе производство закаленного стекла, изоляционного, ламинированного. Это не для красоты списка, а для синергии. Когда инженер по закалке может в пять минут обсудить проблему с коллегой по резке, это решает половину неочевидных проблем.
Много разговоров о китайских печах. Дешевые vs дорогие. Правда в том, что даже хорошая печь требует ?обучения?. У каждой — свой характер, свои зоны с чуть отличающимся температурным профилем. Приемка партии сырого стекла — отдельная история. Если в партии есть неоднородность по толщине или внутренние напряжения (бывает даже у хороших поставщиков), то в печи это проявится короблением или разрушением.
Один из самых болезненных уроков — работа с tinted glass, тонированным стеклом. Его коэффициент поглощения тепла выше, чем у прозрачного. Залил в печь по той же программе — получил перегрев и деформацию. Пришлось эмпирически, буквально на глаз и по пирометру, снижать температуру и увеличивать скорость конвейера. Никакая инструкция этого не даст, только практика и внимание к деталям. Вот это и есть тот самый ?китайский опыт? — наработка огромной базы таких поправок под тысячи типовых и не очень случаев.
Система охлаждения (quenching) — это отдельная песня. Здесь ключ — равномерность. Неравномерный обдув — гарантия высокого процента боя в печи или скрытых напряжений, которые проявятся позже при монтаже. Видел, как на старых линиях решали проблему с помощью самодельных регулировок заслонок, буквально подкручивая их после каждой загрузки крупноформатного стекла. Это не высокие технологии, это ремесленная подстройка, которая и обеспечивает итоговую прочность.
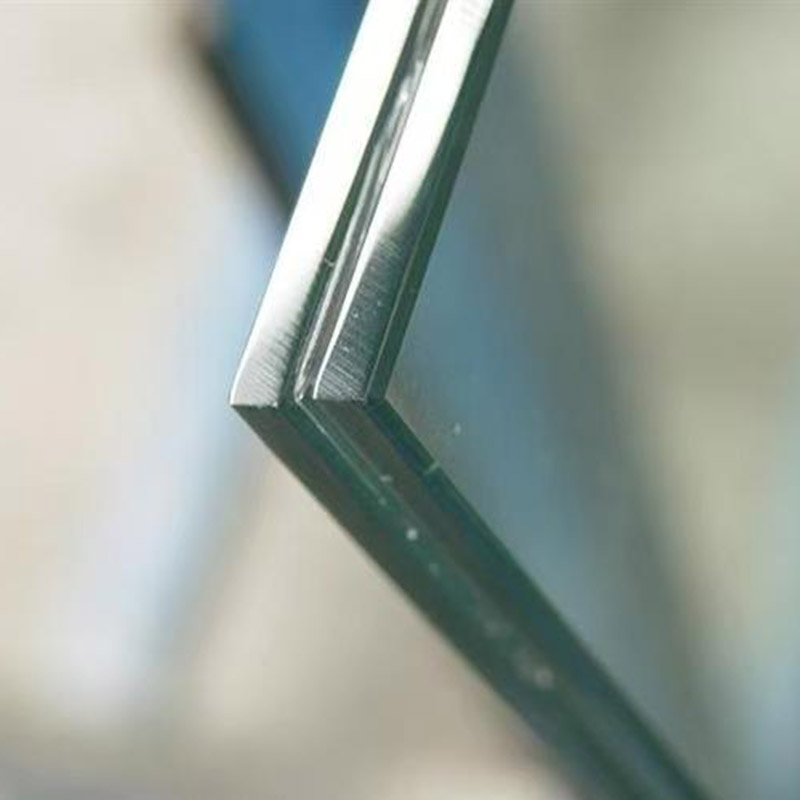
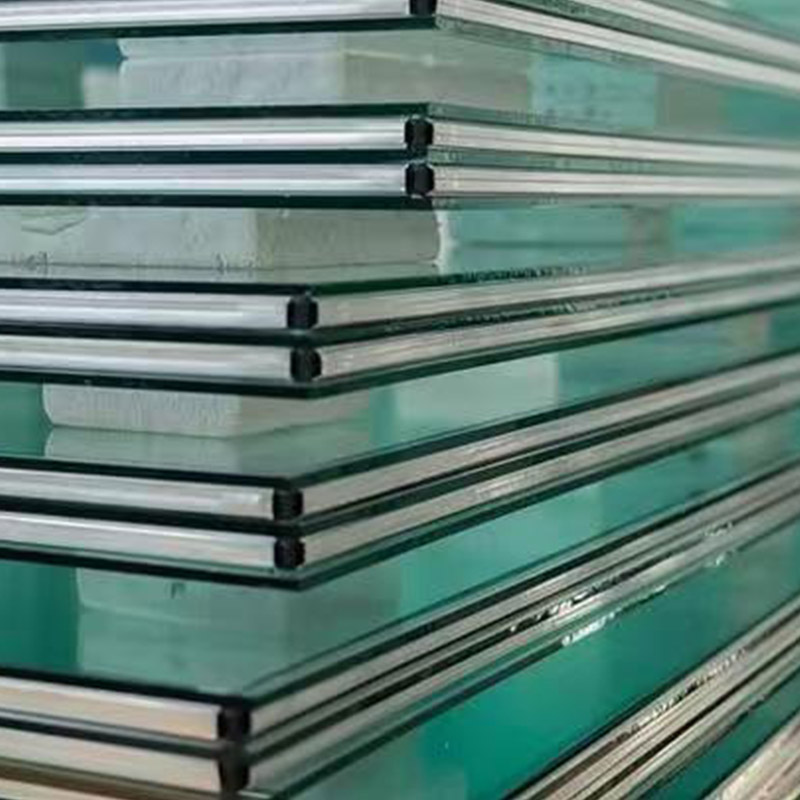
Все знают про проверку на осколки (должны быть мелкие, без крупных острых кусков) и измерение поверхностных напряжений. Но есть нюансы. Например, для стекла, которое потом пойдет на ламинированное стекло или изоляционное стекло, важен не только факт закалки, но и состояние поверхности после печи. Малейшие загрязнения, следы от роликов (roller wave distortion) могут убить адгезию с PVB-пленкой или герметиком в стеклопакете.
У нас был эпизод с партией для навесного фасада. Стекло прошло все стандартные тесты на прочность, но на высоте, под солнцем, несколько панелей лопнули. Разбор показал, что виноваты микроскопические повреждения кромки, нанесенные не при резке, а при транспортировке между цехами после закалки. Закаленное стекло очень прочное, но уязвимое к точечным ударам по торцу. После этого внедрили обязательное мягкое кромкование даже для кромок, не идущих ?в вид?, и ужесточили правила внутризаводской логистики.
Поэтому комплексные предприятия, как упомянутое ООО Циндао Ида Стекло, выстраивают контроль на стыках процессов. Их профиль — это не случайный набор услуг, а логичная цепочка. Стекло, закаленное в одном корпусе, сразу может пойти на ламинацию или в стеклопакет, минуя риски повреждения при дополнительной погрузке-разгрузке. Это серьезное конкурентное преимущество с точки зрения конечного качества, которое не всегда видно в спецификациях.
Частая ошибка — требование ?максимальной твердости?. Заказчик думает, что чем сильнее закалено стекло, тем лучше. Но сверхвысокие напряжения делают стекло хрупким к точечным ударам и чувствительным к перепадам температур (тепловой удар). Нужен баланс. Для фасада одно напряжение, для мебельной полки или двери душевой кабины — другое. Хороший производитель всегда уточнит условия эксплуатации.
Другая проблема — игнорирование этапа проектирования. Хочешь закалить стекло с отверстиями, вырезами близко к краю, сложной формы? Надо проектировать изделие с учетом технологии. Отверстия должны быть просверлены до закалки, с определенными отступами от края. Иначе трещины неизбежны. Мы иногда получали чертежи от архитекторов, которые физически не могли быть реализованы без риска. Диалог на ранней стадии экономит всем нервы и деньги.
И, конечно, миф о безупречности. Закаленное стекло — безопасное, но не пуленепробиваемое. Оно может разбиться. А еще оно не подлежит последующей механической обработке. Попытка его порезать, просверлить или скруглить кромку после печи закончится разрушением. Это база, но сколько раз приходилось объяснять это клиентам, которые хотели ?чуть-чуть подпилить на объекте?!
Сейчас тренд — на еще более сложные формы и комбинации свойств. Например, стекло горячей гибки с последующей закалкой. Это высший пилотаж, требующий печей с особой точностью управления и конвейером, способным на изгиб. Или закалка стекла со встроенными сенсорами или декоративными пленками — тут важен щадящий, но эффективный тепловой режим, чтобы не повредить внутренние слои.
Автоматизация и сбор данных. Современные печи все больше оборудуются датчиками, которые в реальном времени снимают температурный профиль для каждого квадратного метра стекла. Это позволяет не просто гадать, а строить корреляции: вот при таком профиле стекло такой толщины и такого состава дало идеальное напряжение. Накопление такой базы данных — это и есть цифровизация ремесла. В Китае этим активно занимаются, потому что объемы производства позволяют быстро набирать статистику.
В итоге, возвращаясь к запросу ?Китай как закалить стекло?. Ответ — это не инструкция, а отлаженная система, построенная на огромном практическом опыте, внимании к смежным процессам и готовности решать нестандартные задачи. Это путь от копирования к глубокой адаптации и оптимизации. И компании, которые прошли этот путь, предлагают не просто продукт, а технологическую надежность, что, в конечном счете, и является главным в нашем деле.